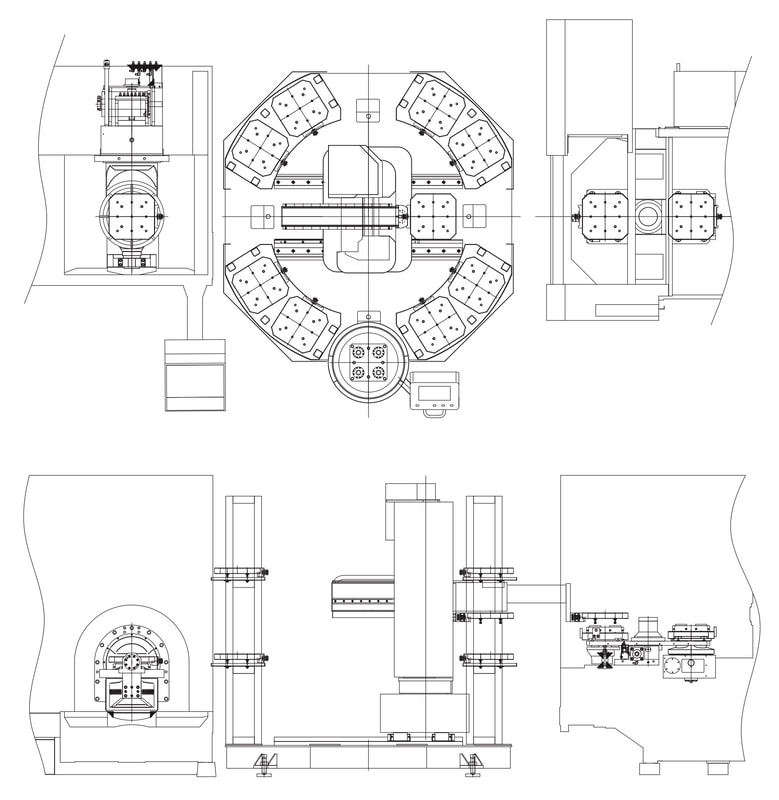
a 5-axis machining centre with auto pallet-cart changer system

+



The Eumach HSM-550U-5X Machining Centre Features
Outstanding precision, productivity and reliability make Eumach 5 axis machining centres the ideal solution for high speed 5 axis machining applications such as aluminum, titanium and special alloys. The HSM series has rapidly been increasing in demand in the aerospace, medical optical, automotive and other industries.
For more than the last 12 years Eumach has been developing groundbreaking solutions to the challenges of this growing market - from the smallest 255mm diameter table up to 1650mm diameter - or by using 2 axis milling heads on large size double column machines.
The following benefits from these solutions are significant:
Outstanding precision, productivity and reliability make Eumach 5 axis machining centres the ideal solution for high speed 5 axis machining applications such as aluminum, titanium and special alloys. The HSM series has rapidly been increasing in demand in the aerospace, medical optical, automotive and other industries.
For more than the last 12 years Eumach has been developing groundbreaking solutions to the challenges of this growing market - from the smallest 255mm diameter table up to 1650mm diameter - or by using 2 axis milling heads on large size double column machines.
The following benefits from these solutions are significant:
- Fewer set-ups: maximum number of tasks achieved in a single operation with less misalignment
- Less handling: minimal risk of collision damage
- High flexibility: machining centres with 24, 32 or 40 tool magazine with automatic tool changer
- Reduced cycle time: using high speed cutting function from the latest advanced CNC controls
- Reduced lead times: less operations
- Common platform: suitable for different parts
- Low cost of ownership: maximum cost-benefit ratio through entire lifecycle
The Eumach HSM-550U-5X Machining Centre Specifications
Tilting Rotary Table
Table diameter = 550mm
Top plate diameter = 550mm
Maximum load capacity = 200kg
Travel
X-axis = 800mm
Y-axis = 610mm
Z-axis = 510mm
A-axis = from -42° to +120°
C-axis = 360°
Distances
Spindle to column ways = 645mm
Spindle to table top = from 130mm to 640mm
Floor to table top = 1168mm
Spindle
Taper = CAT#40
Maximum speed = 12000 rpm
Motor power = 20 hp continuous / 25 hp 30 minute rating
Feed Rates
Rapid X/Y/Z axis = 30m/30m/24m per minute
Cutting X/Y/Z/W axis = 8m/8m/8m per minute
Automatic Tool Changer
Number of tool pockets = 32
Maximum tool diameter = 125mm
Maximum tool length = 250mm
Maximum tool weight = 7kg
Tool-to-tool change time = 3 seconds
Coolant & lubrication
Coolant motor = 1.27kW
Coolant tank volume = 250L
Coolant motor capacity = 20L/minute
Lubrication motor = 25Watt
Lubrication tank volume = 2L
Accuracy
XYZ axis positioning = JIS 6338: ±0.005 per 300mm - VDI 3441: P0.01mm
XYZ axis repeatability = JIS 6338: ±0.003mm - VDI 3441: PS0.008mm
B/C axis positioning = 15/45 arc.sec.
B/C axis repeatability = ±4/±3 arc.sec.
Miscellaneous
Machine weight = 7800kg
Power required = 400V, 40kVa
Air required = 7kg/cm2
Tilting Rotary Table
Table diameter = 550mm
Top plate diameter = 550mm
Maximum load capacity = 200kg
Travel
X-axis = 800mm
Y-axis = 610mm
Z-axis = 510mm
A-axis = from -42° to +120°
C-axis = 360°
Distances
Spindle to column ways = 645mm
Spindle to table top = from 130mm to 640mm
Floor to table top = 1168mm
Spindle
Taper = CAT#40
Maximum speed = 12000 rpm
Motor power = 20 hp continuous / 25 hp 30 minute rating
Feed Rates
Rapid X/Y/Z axis = 30m/30m/24m per minute
Cutting X/Y/Z/W axis = 8m/8m/8m per minute
Automatic Tool Changer
Number of tool pockets = 32
Maximum tool diameter = 125mm
Maximum tool length = 250mm
Maximum tool weight = 7kg
Tool-to-tool change time = 3 seconds
Coolant & lubrication
Coolant motor = 1.27kW
Coolant tank volume = 250L
Coolant motor capacity = 20L/minute
Lubrication motor = 25Watt
Lubrication tank volume = 2L
Accuracy
XYZ axis positioning = JIS 6338: ±0.005 per 300mm - VDI 3441: P0.01mm
XYZ axis repeatability = JIS 6338: ±0.003mm - VDI 3441: PS0.008mm
B/C axis positioning = 15/45 arc.sec.
B/C axis repeatability = ±4/±3 arc.sec.
Miscellaneous
Machine weight = 7800kg
Power required = 400V, 40kVa
Air required = 7kg/cm2
The Benefits of Automatic Multi-Pallet Changing
- lights-out manufacturing with multiple pallets automatically being changed using multiple pallet carts without an operator
- high spindle up-time with parts being loaded/offloaded on one pallet while machining a part on another pallet at the same time
The Midaco Automatic Pallet-Cart Changer System includes:
1 – APCC15 Shuttle and Automatic Door (retrofit to the machining centre)
1 – Cast Iron Receiver Base, 150 lb. capacity (with weight evenly distributed)
2 – 15” (381 mm) dia. x 1.25” (31.75 mm) thick Cast Aluminum Pallets
1 – Pallet Cart with interlocking T-pins (holds 2 pallets)
1 - CE Light Curtain package with shuttle guarding via a light emitter, mirrors and sensors
1 – APCC15 Shuttle and Automatic Door (retrofit to the machining centre)
1 – Cast Iron Receiver Base, 150 lb. capacity (with weight evenly distributed)
2 – 15” (381 mm) dia. x 1.25” (31.75 mm) thick Cast Aluminum Pallets
1 – Pallet Cart with interlocking T-pins (holds 2 pallets)
1 - CE Light Curtain package with shuttle guarding via a light emitter, mirrors and sensors
the receiver with dimensional drawing:
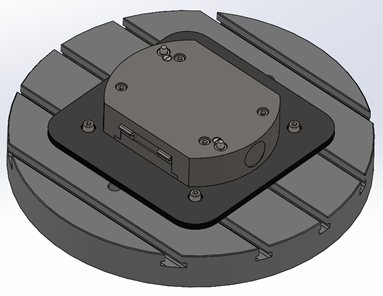
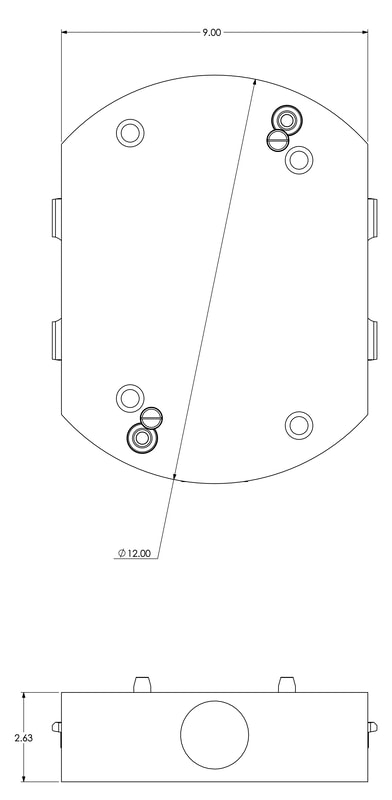
The pallet receiver is mechanical and actuated by the pallet transfer arm so no air or hydraulics are required to operate this pallet clamping system.
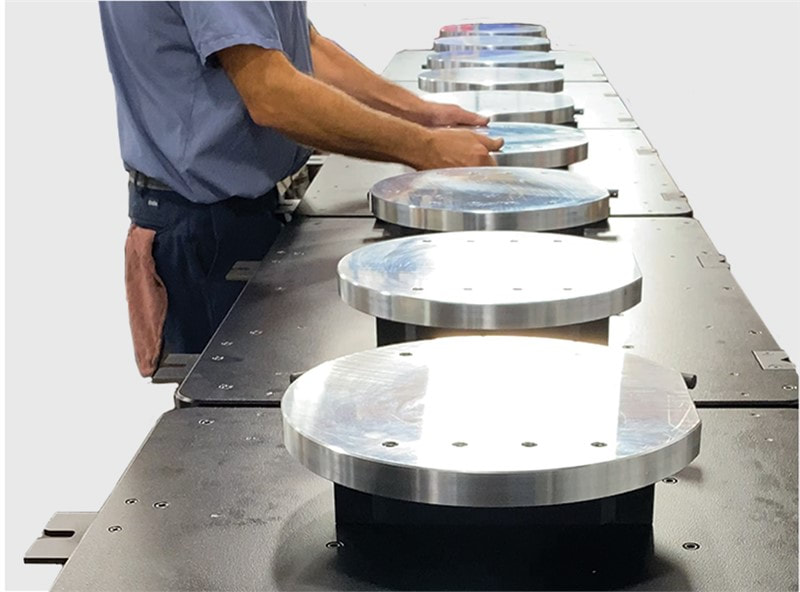
Work NON-STOP on 5-Axis Machining Centres
The Automatic Pallet-Cart Changer allows for uninterrupted pallet transfer with MIDACO’s train cart* system (patent pending). Each cart holds two (2) pallets and connects to additional carts allowing for continuous and uninterrupted part transfer in and out of the machine tool. The operator can load a train of carts* to run while they attend to other tasks or go "lights-out".
Specifications:
The Automatic Pallet-Cart Changer allows for uninterrupted pallet transfer with MIDACO’s train cart* system (patent pending). Each cart holds two (2) pallets and connects to additional carts allowing for continuous and uninterrupted part transfer in and out of the machine tool. The operator can load a train of carts* to run while they attend to other tasks or go "lights-out".
- Easily load and unload pallets onto carts without obstruction.
- Interlocked pallet carts are mobilized through the shuttle system on casters allowing the shuttle arm to continuously feed pallets into the 5-Axis machining center.
- Once a cart is pushed through the other side, the operator can easily load new pallets and change parts while the spindle is cutting.
- A completed pallet cart can be removed by unlocking the T-pins and rolled to a different location or to the opposite end of the train to keep production going.
- Depending on programming, after the full “pallet cart train” passes through the shuttle, the process repeats sending carts back in the opposite direction.
Specifications:
- 15” (381mm) diameter cast aluminum pallets
- 150 lb (68kg) capacity per pallet
- Cast iron receiver does not require air
- +/- .0001" (.0025 mm) repeatability
- PLC is fully integrated with the machine

A special package:

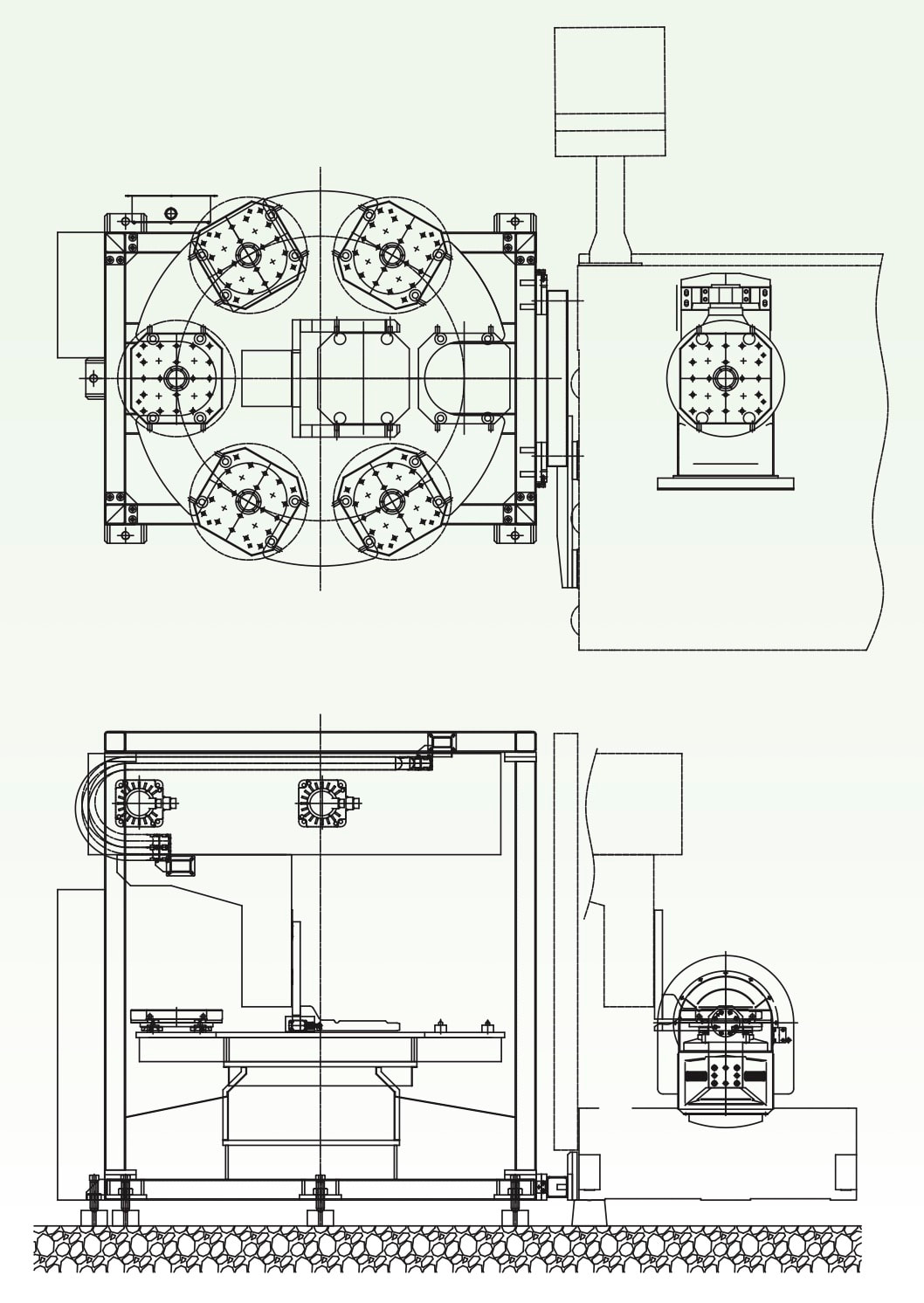
fully automatic multi-pallet changing systems such as:
a single level automatic pallet changer with six 350mm or 500mm pallets:

a dual level automatic pallet changer with sixteen 320mm or 400mm or 500mm pallets: